
La ferme de l'abbaye de la Pierre-qui-Vire a opté pour une petite unité de 30 kWe dimensionnée aux besoins de l'exploitation conduite en bio et qui transforme les deux tiers de sa production laitière en fromages.
A 550 M D'ALTITUDE DANS LE MORVAN, LA FERME de l'abbaye de la Pierre-qui-Vire a opté pour une petite méthanisation en infiniment mélangée, avec un moteur de cogénération de 30 kWe qui produit de l'électricité et de la chaleur. Mise en service en janvier 2012 après cinq années de réflexion, l'installation dispose d'une basse puissance au regard de ce qui est proposé ) sur le marché. « Cette taille est la plus petite actuellement concevable en France », précise Philippe Abrahamse, le gérant de la SCEA de la ferme de la Pierre-qui-Vire, à Saint-Léger-Vauban (Yonne). Conçue à l'époque par Aria Énergies, l'unité fonctionne à 95 % avec le lisier des bovins (1 500 à 2 000 t par an) et à 5 % avec des issues de céréales (130 t par an achetées à une coopérative au prix de 40 € la tonne). L'électricité produite(1) est injectée dans le réseau. Les deux tiers de la chaleur fournie par le moteur de cogénération de 55 kW thermiques servent aux besoins de la fromagerie (chauffage et eau chaude sanitaire), où elle s'est substituée au gaz propane. Le reste (156 000 kWh) est utilisé pour chauffer le digesteur, la chèvrerie (eau chaude sanitaire) et trois habitations.
« NOTRE ÉLEVAGE EST PASSÉ D'UNE AIRE PAILLÉE AUX LOGETTES »
À la Pierre-qui-Vire, la méthanisation est totalement intégrée au système d'exploitation. L'investissement s'inscrit dans une volonté d'être le plus autonome possible et fait suite à la décision de transformer l'aire paillée en logettes équipées de matelas faiblement paillés (700 g par jour et par vache). « Le budget et le temps passé à la paille (150-200 t par an) nous pesaient, explique Philippe Abrahamse. Nous y consacrions un mois en août. Aujourd'hui, avec les logettes et le méthaniseur, nous économisons 8 000 à 10 000 € en achat de paille, et autant en propane autrefois utilisé pour chauffer la fromagerie et produire l'eau chaude sanitaire. » La construction du méthaniseur a évité à l'exploitation de faire une fosse pour stocker le lisier (gain chiffré à 50 000 €). Le gain de temps est appréciable. Une demi-heure par jour suffit à nourrir et à surveiller le digesteur. Travailler avec le digestat est plus simple que de curer la stabulation tous les quinze jours en hiver, de charger et d'épandre le fumier composté. « Il me suffit d'appuyer sur un bouton et je remplis la tonne à lisier », explique Philippe Abrahamse. Par ailleurs, en passant en logettes, les éleveurs ont gagné en confort des animaux et en qualité du lait. D'un objectif de moins de 400 000 cellules, ils sont passés à moins de 250 000.
Le méthaniseur a été implanté au plus près de l'étable. Ce qui permet de nourrir le digesteur en même temps que le troupeau. L'installation n'est pas automatisée. « Chaque jour après la traite, je mets la pompe en route pour envoyer 6 à 7 m3 de lisier dans le digesteur. Pendant ce temps, je nourris les vaches, je les emmène pâturer, je reviens au méthaniseur. Si besoin, j'incorpore un godet d'issues de céréales avec le Manitou. L'été, même si les vaches, au pâturage la journée, reviennent dormir dans la stabulation, nous avons moins de lisier. Nous compensons alors en rajoutant des issues de céréales. Le travail du méthaniseur est intégré dans le pansage des animaux. Celui-ci nécessite globalement une heure et demie au maximum, paillage des logettes compris. »
Raclé dans les couloirs d'exercice (sept fois par jour en hiver), le lisier descend par gravité dans une préfosse de 35 m2 et est mélangé éventuellement aux issues de céréales. Pompée quotidiennement, la matière est renvoyée dans le digesteur de 392 m3 dont la température est maintenue à 38°C. Brassée mécaniquement par un agitateur à hélices, elle y reste 50 à 60 jours avant d'être transférée dans une fosse de stockage de 1 570 m3, puis épandue sur les prairies à l'aide d'une tonne à lisier avec enfouisseurs à disques. La fosse a été surdimensionnée de 450 m3 pour tenir compte des contraintes hivernales. « Je veux épandre mon lisier quand agronomiquement, les terrains en ont vraiment besoin », souligne Philippe Abrahamse.
Il y a cinq ans, pour enrichir le lisier de bovins faiblement méthanogène, l'exploitation aurait pu récupérer gratuitement 80 t de graisse et monter une unité plus importante de 70, voire 100 kWe.
« NOUS AVONS PRIVILÉGIÉ L'AUTONOMIE ET LA MAÎTRISE DU DIGESTAT »
« Mais en incorporant des matières extérieures, nous ne maîtrisions pas la qualité du digestat. Et puis, qu'aurions-nous fait de la chaleur supplémentaire ? En bio depuis quarante-cinq ans, nous avons privilégié l'autonomie et la maîtrise du digestat. Nous épandons des déchets stables issus de notre exploitation dont nous connaissons la provenance. » Le moteur de cogénération, qui fonctionne 8 100 heures par an (disponibilité de 92 %), a dû être bridé à cause du réseau électrique déséquilibré. Ne tournant à certaines périodes qu'à 28 kWe au lieu des 30 kWe prévus, le méthaniseur produit 220 000 kWh par an. Par contre, le prix de rachat de l'électricité (0,21 € par kWh) est optimisé. La chaleur est bien valorisée, même si trouver l'équilibre parfait entre la production et la consommation reste délicat. « L'hiver, nous ne sommes pas autonomes en chaleur, constate le gérant de la SCEA. Une chaudière à copeaux de bois fait l'appoint. L'été, par contre, nous en avons trop. Notre excédent correspond aux besoins de l'abbaye, mais pour relier cette dernière à notre installation de méthanisation, il faudrait investir 40 000 € dans un réseau de chaleur. » Une réflexion concernant l'aménagement d'un séchoir à fourrages est en cours. « Au lieu d'avoir un foin à 0,5-0,6 UFL par kg de matière sèche, nous pourrions récolter un fourrage à 0,8 UFL et mieux équilibré en énergie et protéines. Nous gagnerions sur la qualité des fromages, et nous pourrions nous passer d'acheter 15 t de maïs par an au prix actuel de 370 € la tonne. Pour disposer d'une capacité de 500 t, il faut prévoir un investissement de 300 000 €. »
Autre réflexion : « Dans quatre ans, quand nous aurons fini de payer l'investissement, peut-être ne ferons-nous tourner l'été le digesteur que dix heures par jour. Avec un moteur plus puissant de 100 kWe, j'aurais couvert tous nos besoins en hiver, mais j'aurais eu trop de chaleur l'été. C'est toujours un compromis ». Philippe Abrahamse ne regrette pas d'avoir choisi une petite installation. « Gérer un gros méthaniseur avec des coproduits extérieurs est un vrai métier. »
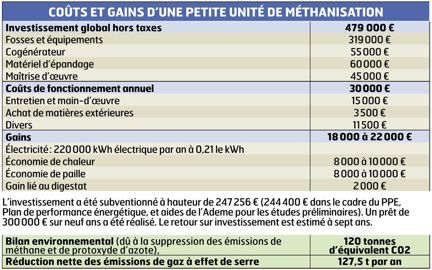
Malgré le choix de la petite taille, l'investissement dans la méthanisation reste lourd, même s'il est rentable au bout de sept ans. « Mais, en contrepartie, nous produisons de l'énergie, nous récupérons un digestat de valeur (3-4 unités d'azote par mètre cube), plus facile à assimiler par les plantes et quasiment sans odeur, note notre interlocuteur. Un regret : nous ne valorisons qu'un tiers de l'énergie primaire en électricité. C'est dommage. L'idéal serait de mettre le biogaz dans le tracteur, mais nous n'avons pas les outils pour comprimer le gaz et la réglementation française ne l'autorise pas. »
ANNE BRÉHIER
(1) Ce qui représente la consommation annuelle d'une quarantaine d'habitations hors chauffage.
Pour Philippe Abrahamse, un méthaniseur doit recycler des déchets, et non du maïs ensilage comme cela se fait en Allemagne.
Raclé dans les couloirs d'exercice, le lisier descend par gravité dans une pré-fosse de 35 m2 et est mélangé éventuellement aux issues de céréales.
Dans la stabulation de 120 m de long, équipée de logettes sur matelas légèrement paillés, le lisier est raclé dans les couloirs d'exercice sept fois par jour. Avant, en aire paillée, Philippe Abrahamse cherchait à sortir ses vaches le plus possible pour éviter de curer la stabulation. Aujourd'hui, pour produire du lisier toute l'année, même l'été, il les rentre à la belle saison.
Silo d'issues de céréales : selon le niveau de tension de la bâche qui recouvre le digesteur, Philippe Abrahamse incorpore plus ou moins d'issues de céréales. Cent trente tonnes sont achetées chaque année au prix de 40 € la tonne.



Quelles marques ont immatriculé le plus de tracteurs en France en 2025 ?
La Commission européenne projette la perte de 2,85 millions de vaches d’ici 2035
Les pratiques économiques des tractoristes dans le collimateur de l’État
Asie, Afrique, Balkans… Comment les autres pays traitent la dermatose bovine ?
Moins de lait et plus de viande : Emmanuel Pouleur prépare sa « seconde partie de carrière »
Quelles sont les nouveautés fiscales et sociales pour l’agriculture en 2026 ?
Crise agricole : Sébastien Lecornu annonce une loi d’urgence
Vote du traité UE-Mercosur : « pas la fin de l'histoire », dit Genevard
Annie Genevard annonce 300 M€ supplémentaires face à la crise agricole
Trois hivers de mobilisation : une ère d'incertitudes pour les agriculteurs